
2022.12.28
靴づくり編6_グッドイヤー製法その③
その②ではラスティングしたアッパーと中底にウエルトをスクイ縫いするところまでをご紹介しました。
今回は、シャンク・中物の装填から、ダシ縫いでウエルトと本底を縫い付ける工程までを紹介します。
ウエルトやアッパーの余分な箇所をカットした後、叩いて平らにします。

ヒール部分にウエルトを釘止めします。


因みに、このモデルではヒール周りを華奢に仕上げる為この様にしていますが、ヒール周りもスクイ縫いしてしまうやり方もあって、その場合は釘止めの工程はありません。
どちらが良いとかではなく、靴のタイプに適した仕様を採用するわけです。
シャンクとコルクを装填します。


上の写真はボードにシャンクを打ち付けた物ですが、弊社ではシャンクを布で覆う事にしています。 業界用語で「シャンク鳴り」という靴から異音が発生する現象があるのですが、本底とシャンクが擦れて軋む事が一つの原因である事が判明し、それを防ぐ為の布です。

コルクは、厚みが5ミリほどあります。
分厚いクッション材を装填するスペースがある事もグッドイヤー製法の優れている点だと思います。
本底を貼ります。



ダシ縫いの準備作業をしている所です。

このモデルは、本底の縫い目が外から見えない仕様なので、本底に切り込みを入れ縫われる部分を開いておきます。


こちらがダシ縫い機です。
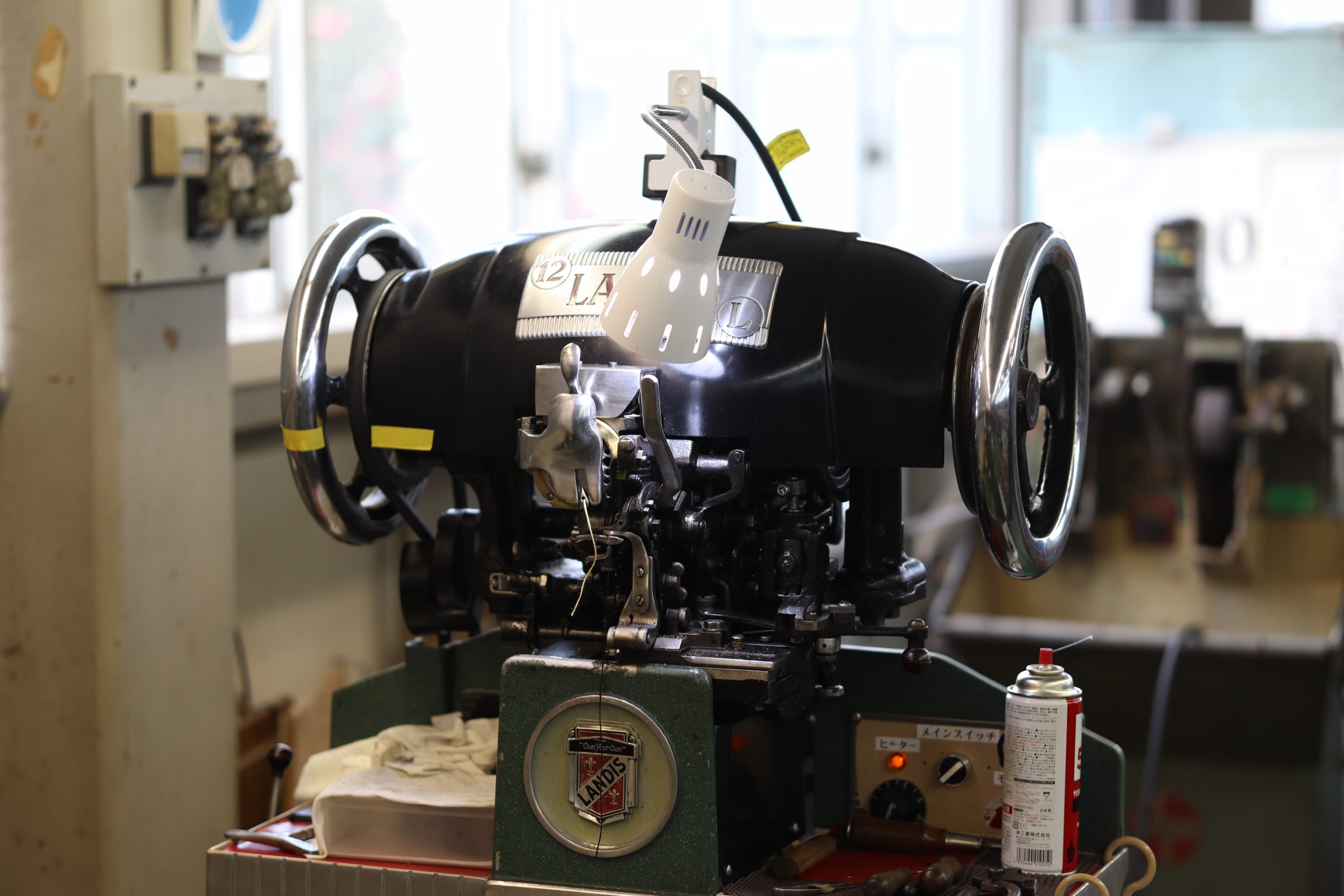
ランディス(アメリカ)の機械です。
こちらはドゥエル社(イタリア)のダシ縫い機です。


機械が一台だと故障した時に生産が止まってしまうので、メーカーは主要な機械は複数台持つものですが、弊社では2台のダシ縫い機を底材料によって使い分けています。
「縫い」の機械はデリケートなので、その方が調子も出しやすいようです。



縫い上がった物を上から見るとこんな感じです。


ダシ縫い糸のピッチ<縫い目の粗さ>についてですが、弊社では3センチ間隔に11目~12目を基準にしています。
上記は革底の場合で、底材料がゴムになると、やや粗めの8目~9目です。
平均よりも少し細かく縫う方かと思います。

開いた所に糊を塗って

閉じます。

はい。クローズドチャネルです。
伝統的な手法ですが、縫っといて隠すって、なんか粋ですね。
回転しているローラーに押し当てて平らにします。

ヒールを貼り合わせます。



ヒールが付いて靴らしくなってきました。
ヒールは、この段階では糊付けですが、ラストを抜いた後、内側から釘止めされます。
グッドイヤー製法その③を最後まで読んで頂きありがとうございます。
次回はヒールとコバの形を整える工程をご紹介します。
